七大浪費識別與詳解
“
面對微利時代的沖擊,賺一塊不如省一塊,賺一分錢要看別人的臉色,省一分錢要看自己的角色。 ——郭臺銘(富士康總裁,臺灣首富) 浪費的定義
浪費的定義
一切不創造價值的活動,
換言之:不能夠提高附加價值的部分。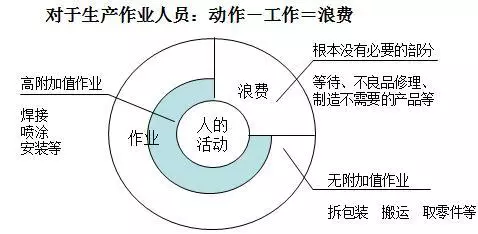
1
最大的浪費生產過剩的浪費
 生產過剩的表現形式“過量生產MUDA”會產生新的MUDA(二次的MUDA)① 材料、部品被提前吞吃;② 電、空氣等能源的浪費;③ 貨架與箱子的增加;④ 搬運者、運輸的增加;⑤ 會把等待的浪費隱藏起來,掩蓋稼動率不足的問題;⑥ 使先進先出的工作產生困難;⑦ 會造成庫存空間的浪費;⑧ LEAD-TIME變長(在庫增加)。到銷售為止的時間變長(轉換為錢的速度減慢即現金流減緩)生產過剩的發生原因過量生產的MUDA是所有MUDA產生的原因:① 對于機械故障、不良等的安心保證;② 錯誤的稼動率向上、外觀的能率向上;③ 生產線停線是罪惡的想法;④作業員太多(沒有按照TACT-TIME進行生產);⑤ 業務訂單預測有誤;⑥ 生產計劃與統計錯誤。解決對策
生產過剩的表現形式“過量生產MUDA”會產生新的MUDA(二次的MUDA)① 材料、部品被提前吞吃;② 電、空氣等能源的浪費;③ 貨架與箱子的增加;④ 搬運者、運輸的增加;⑤ 會把等待的浪費隱藏起來,掩蓋稼動率不足的問題;⑥ 使先進先出的工作產生困難;⑦ 會造成庫存空間的浪費;⑧ LEAD-TIME變長(在庫增加)。到銷售為止的時間變長(轉換為錢的速度減慢即現金流減緩)生產過剩的發生原因過量生產的MUDA是所有MUDA產生的原因:① 對于機械故障、不良等的安心保證;② 錯誤的稼動率向上、外觀的能率向上;③ 生產線停線是罪惡的想法;④作業員太多(沒有按照TACT-TIME進行生產);⑤ 業務訂單預測有誤;⑥ 生產計劃與統計錯誤。解決對策① 顧客為中心的彈性生產系統;② 單件流生產線;③ 看板管理的貫徹;④ 快速換線換模;⑤ 少人化的作業方式;⑥ 均衡化生產。
注意點① 設備余力并非一定是埋沒成本;② 生產能力過剩時,應盡量先考
慮減少作業人員,但并非辭退人員,而是更合理、更有效率地應用人員。2
最惡的浪費庫存的浪費
 庫存浪費的表現形式① 不良品存在庫房內待修;
② 設備能力不足所造成的安全庫存;③ 換線時間太長造成每次大批量生產的浪費;④ 采購過多的物料變成庫存。造成二次浪費:① 產生不必要的搬運、堆積、放置、找尋、防護處理等浪費的動作;② 使先進先出的作業困難;③ 損失利息及管理費用;④ 物品之使用價值會減低,變成呆滯品;⑤ 占用廠房、造成多余的工作場所、倉庫建設投資的浪費;⑥ 造成無形的浪費。隱藏的問題點
庫存浪費的表現形式① 不良品存在庫房內待修;
② 設備能力不足所造成的安全庫存;③ 換線時間太長造成每次大批量生產的浪費;④ 采購過多的物料變成庫存。造成二次浪費:① 產生不必要的搬運、堆積、放置、找尋、防護處理等浪費的動作;② 使先進先出的作業困難;③ 損失利息及管理費用;④ 物品之使用價值會減低,變成呆滯品;⑤ 占用廠房、造成多余的工作場所、倉庫建設投資的浪費;⑥ 造成無形的浪費。隱藏的問題點①
沒有管理的緊張感;② 設備能力及人員需求誤判;③
對場地需求的誤判;④
產品品質變差的可能性;⑤
容易出現呆滯物料。庫存浪費的發生原因 ① 視庫存為當然;② 設備配置不當或設備能力差;③ 大批量生產,重視稼動時間;④ 物流混亂,呆滯物品未及時處理;⑤ 提早生產;⑥ 無計劃生產;⑦ 客戶需求信息未了解清楚。水量(在庫量)低減,石頭(問題)就顯現出來
 解決對策
解決對策① 庫存意識的改革;② U型設備配置;③ 均衡化生產;④ 生產流程調整順暢;⑤ 看板管理的貫徹;⑥ 快速換線換模;⑦ 生產計劃安排考慮庫存消化。
注意點① 庫存是萬惡之源;② 降低安全庫存。3
最長的浪費搬運的浪費
 搬運浪費的表現形式
搬運浪費的表現形式① 必要以外的搬運距離;②
一時的臨時堆積,搬運;③
搬運車輛的空車行走;④ 一輛臺車不斷堆放;⑤ 臺車上的空間浪費;⑥ 主輔線中的搬運;⑦ 破損、刮痕的發生。
搬運浪費的發生原因 ① 生產線配置不當;② 工程間銜接不好;③ 坐姿作業;④ 設立了固定的半成品
放置區。解決對策① U型設備配置;② 單件流生產方式;③ 站立作業;④ 避免重新堆積、重新
包裝。注意點① 工作預置的廢除;② 生產線直接化;③ 觀念上不能有半成品放
置區;④ 人性考慮并非坐姿才可以。4
最隱的浪費等待的浪費
 等待浪費的表現形式
等待浪費的表現形式① 自動機器操作中,人員的“閑視”等待;② 作業充實度不夠的等待;③ 設備故障、材料不良的等待;④ 生產安排不當的人員等待;⑤ 上下工程間未銜接好造成的工程間
的等待。等待浪費的發生原因 ① 生產線布置不當,物流混亂;② 未均衡化生產;③ 生產計劃安排不當;④ 工序生產能力不平衡;⑤ 材料未及時到位;⑥ 品質不良。解決對策① 采用均衡化生產;② 單件流生產、設備保養加強;③ 實施目視管理;④ 加強進料控制,標準手持設定;⑤ 明確人員分工。
注意點① 自動化不要閑置人員;② 供需及時化。5
最多的浪費動作的浪費
動作浪費的表現形式① 物品的左右手交換取用(重復抓取);② 作業中出現錯誤,進行修改;③ 伸手取遠處的部品,甚至走著去取部品;④ 未倒角之產品造成不易裝配的浪費;⑤ 動作順序不當造成動作重復的浪費;⑥ 尋找的浪費。
動作浪費的發生原因 ① 作業流程配置不當; ② 缺乏培訓教育;③ 設定的作業標準不合理。解決對策① 單件流生產方式的形成;② 生產線U型配置;③ 標準作業之落實; ④ 動作經濟原則的貫徹; ⑤ 加強培訓教育與動作訓練。 注意點① 補助動作的消除; ② 作業標準; ③ 預定時間標準原則 (PTS)。6
最深的浪費加工的浪費
 加工浪費的表現形式① 超出/低于產品特定需求的精度;
加工浪費的表現形式① 超出/低于產品特定需求的精度;
② 多余的作業項目;
③ 最終工序的修正動作;
④ 頻繁的分類、測試、檢驗;
⑤ 多余不必要的標記。
加工浪費的發生原因 ① 作業內容與工藝檢討不足;② 模夾治具不良;③ 標準化不徹底;④ 材料未檢討。
解決對策① 工程設計適正化;② 作業內容的修正;③ 治具改善及自動化;④ 標準作業的貫徹。
注意點① 了解同行的技術發展;② 公司各部門對于改善的共
同參與及持續不斷的改善。7
最低級的浪費不良品的浪費
 不良品浪費的表現形式
不良品浪費的表現形式① 因作業不熟練所造成的不良;② 因不良而修整時所造成的浪費;③ 因不良造成人員及工程增多的浪費;④ 材料費增加。
不良品浪費的發生原因 ① 標準作業欠缺;② 過分要求品質;③ 人員技能欠缺;④ 認為可整修而做出不良;⑤ 設備、模夾治具造成的不良;⑥ 檢查方法、基準等不完備。
解決對策① 自動化、防誤裝置、標準作業;
② 在工程內做出:不接受不良品,不制造不良品,不交付不良品的品質保證“三不政策”;
③ 單件流的生產方式;④ 品保制度的確立及運行;⑤ 定期的設備、模治具保養。
注意點① 能回收重做的不良;② 能修理的不良;③ 誤判的不良。

“
降低成本的唯一辦法——消除浪費!
“
面對微利時代的沖擊,賺一塊不如省一塊,賺一分錢要看別人的臉色,省一分錢要看自己的角色。 ——郭臺銘(富士康總裁,臺灣首富)浪費的定義一切不創造價值的活動,
換言之:不能夠提高附加價值的部分。1
最大的浪費生產過剩的浪費
生產過剩的表現形式“過量生產MUDA”會產生新的MUDA(二次的MUDA)① 材料、部品被提前吞吃;② 電、空氣等能源的浪費;③ 貨架與箱子的增加;④ 搬運者、運輸的增加;⑤ 會把等待的浪費隱藏起來,掩蓋稼動率不足的問題;⑥ 使先進先出的工作產生困難;⑦ 會造成庫存空間的浪費;⑧ LEAD-TIME變長(在庫增加)。到銷售為止的時間變長(轉換為錢的速度減慢即現金流減緩)生產過剩的發生原因過量生產的MUDA是所有MUDA產生的原因:① 對于機械故障、不良等的安心保證;② 錯誤的稼動率向上、外觀的能率向上;③ 生產線停線是罪惡的想法;④作業員太多(沒有按照TACT-TIME進行生產);⑤ 業務訂單預測有誤;⑥ 生產計劃與統計錯誤。解決對策① 顧客為中心的彈性生產系統;② 單件流生產線;③ 看板管理的貫徹;④ 快速換線換模;⑤ 少人化的作業方式;⑥ 均衡化生產。
注意點① 設備余力并非一定是埋沒成本;② 生產能力過剩時,應盡量先考
慮減少作業人員,但并非辭退人員,而是更合理、更有效率地應用人員。2
最惡的浪費庫存的浪費
庫存浪費的表現形式① 不良品存在庫房內待修;
② 設備能力不足所造成的安全庫存;③ 換線時間太長造成每次大批量生產的浪費;④ 采購過多的物料變成庫存。造成二次浪費:① 產生不必要的搬運、堆積、放置、找尋、防護處理等浪費的動作;② 使先進先出的作業困難;③ 損失利息及管理費用;④ 物品之使用價值會減低,變成呆滯品;⑤ 占用廠房、造成多余的工作場所、倉庫建設投資的浪費;⑥ 造成無形的浪費。隱藏的問題點①
沒有管理的緊張感;② 設備能力及人員需求誤判;③
對場地需求的誤判;④
產品品質變差的可能性;⑤
容易出現呆滯物料。庫存浪費的發生原因 ① 視庫存為當然;② 設備配置不當或設備能力差;③ 大批量生產,重視稼動時間;④ 物流混亂,呆滯物品未及時處理;⑤ 提早生產;⑥ 無計劃生產;⑦ 客戶需求信息未了解清楚。水量(在庫量)低減,石頭(問題)就顯現出來
解決對策① 庫存意識的改革;② U型設備配置;③ 均衡化生產;④ 生產流程調整順暢;⑤ 看板管理的貫徹;⑥ 快速換線換模;⑦ 生產計劃安排考慮庫存消化。
注意點① 庫存是萬惡之源;② 降低安全庫存。3
最長的浪費搬運的浪費
搬運浪費的表現形式① 必要以外的搬運距離;②
一時的臨時堆積,搬運;③
搬運車輛的空車行走;④ 一輛臺車不斷堆放;⑤ 臺車上的空間浪費;⑥ 主輔線中的搬運;⑦ 破損、刮痕的發生。
搬運浪費的發生原因 ① 生產線配置不當;② 工程間銜接不好;③ 坐姿作業;④ 設立了固定的半成品
放置區。解決對策① U型設備配置;② 單件流生產方式;③ 站立作業;④ 避免重新堆積、重新
包裝。注意點① 工作預置的廢除;② 生產線直接化;③ 觀念上不能有半成品放
置區;④ 人性考慮并非坐姿才可以。4
最隱的浪費等待的浪費
等待浪費的表現形式① 自動機器操作中,人員的“閑視”等待;② 作業充實度不夠的等待;③ 設備故障、材料不良的等待;④ 生產安排不當的人員等待;⑤ 上下工程間未銜接好造成的工程間
的等待。等待浪費的發生原因 ① 生產線布置不當,物流混亂;② 未均衡化生產;③ 生產計劃安排不當;④ 工序生產能力不平衡;⑤ 材料未及時到位;⑥ 品質不良。解決對策① 采用均衡化生產;② 單件流生產、設備保養加強;③ 實施目視管理;④ 加強進料控制,標準手持設定;⑤ 明確人員分工。
注意點① 自動化不要閑置人員;② 供需及時化。5
最多的浪費動作的浪費
動作浪費的表現形式① 物品的左右手交換取用(重復抓取);② 作業中出現錯誤,進行修改;③ 伸手取遠處的部品,甚至走著去取部品;④ 未倒角之產品造成不易裝配的浪費;⑤ 動作順序不當造成動作重復的浪費;⑥ 尋找的浪費。
動作浪費的發生原因 ① 作業流程配置不當; ② 缺乏培訓教育;③ 設定的作業標準不合理。解決對策① 單件流生產方式的形成;② 生產線U型配置;③ 標準作業之落實; ④ 動作經濟原則的貫徹; ⑤ 加強培訓教育與動作訓練。 注意點① 補助動作的消除; ② 作業標準; ③ 預定時間標準原則 (PTS)。6
最深的浪費加工的浪費
加工浪費的表現形式① 超出/低于產品特定需求的精度;
② 多余的作業項目;
③ 最終工序的修正動作;
④ 頻繁的分類、測試、檢驗;
⑤ 多余不必要的標記。
加工浪費的發生原因 ① 作業內容與工藝檢討不足;② 模夾治具不良;③ 標準化不徹底;④ 材料未檢討。
解決對策① 工程設計適正化;② 作業內容的修正;③ 治具改善及自動化;④ 標準作業的貫徹。
注意點① 了解同行的技術發展;② 公司各部門對于改善的共
同參與及持續不斷的改善。7
最低級的浪費不良品的浪費
不良品浪費的表現形式① 因作業不熟練所造成的不良;② 因不良而修整時所造成的浪費;③ 因不良造成人員及工程增多的浪費;④ 材料費增加。
不良品浪費的發生原因 ① 標準作業欠缺;② 過分要求品質;③ 人員技能欠缺;④ 認為可整修而做出不良;⑤ 設備、模夾治具造成的不良;⑥ 檢查方法、基準等不完備。
解決對策① 自動化、防誤裝置、標準作業;
② 在工程內做出:不接受不良品,不制造不良品,不交付不良品的品質保證“三不政策”;
③ 單件流的生產方式;④ 品保制度的確立及運行;⑤ 定期的設備、模治具保養。
注意點① 能回收重做的不良;② 能修理的不良;③ 誤判的不良。
“
降低成本的唯一辦法——消除浪費!


 浙公網安備 33010802003509號
杭州講師網絡科技有限公司
浙公網安備 33010802003509號
杭州講師網絡科技有限公司













